-
DSP 618D T4 10CC SAC305 25GM SYRINGE
£22.95 -
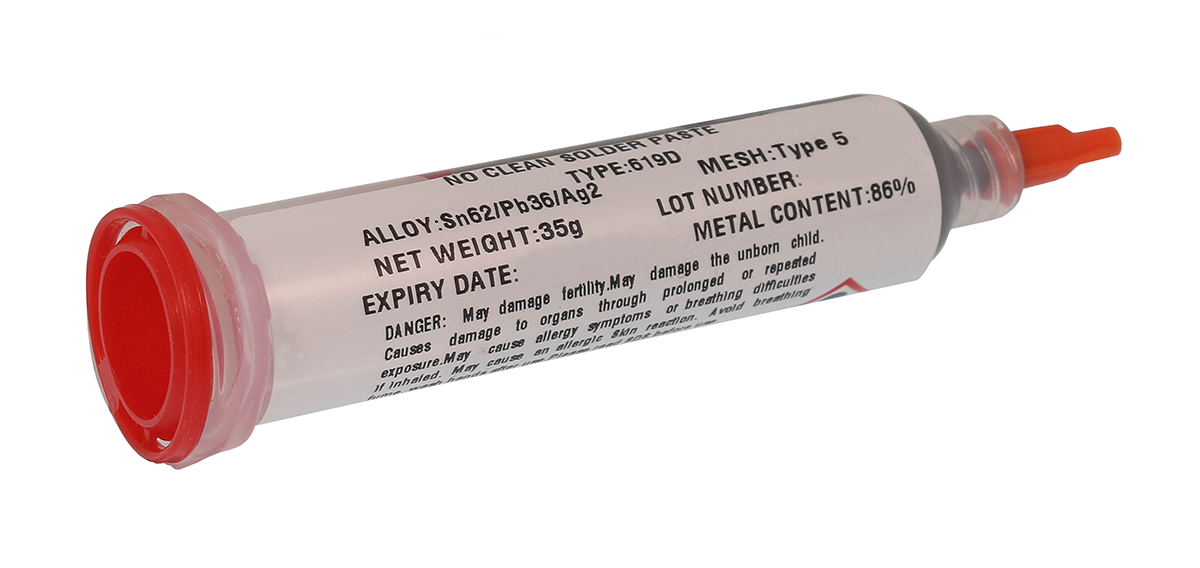
DSP 619D T5 10CC 62/36/2 35GM SYRINGE
£19.95 -
QUALITEK PF608 NO CLEAN FLUX GEL
Price range: £11.20 through £21.20Select options This product has multiple variants. The options may be chosen on the product page -
QUALITEK PF708 WATER SOLUBLE FLUX GEL
Price range: £11.20 through £21.20Select options This product has multiple variants. The options may be chosen on the product page
Solder Paste
Solder Paste & Gel Fluxes in small syringes for maximum application control.







Privacy Preferences
When you visit our website, it may store information through your browser from specific services, usually in the form of cookies. Here you can change your Privacy preferences. It is worth noting that blocking some types of cookies may impact your experience on our website and the services we are able to offer.